Linie de tăiere laminată fierbinteeste un echipament important de producție utilizat pe scară largă în industria de prelucrare a metalelor. Funcția sa principală este de a tăia o bobină metalică mai largă la cald în mai multe benzi ale lățimii necesare de-a lungul direcției de lungime. Aceste benzi sunt utilizate de obicei în procesele ulterioare de rulare, golire, îndoire la rece și ștampilare și devin materiale de bază pentru diverse produse industriale. Acest articol va introduce fluxul de lucru, parametrii tehnici, problemele de operare comune și soluțiile în detaliu ale mașinii de tăiere laminate la cald. Dacă aveți nevoie să obțineți mai mulți parametri sau informații video, bine ați venit să consultați Kingreal Steel Slitter!

Plăcile laminate la cald sunt plăci de oțel sau benzi care sunt rulate după încălzire. Principalele sale avantaje includ:
Durere ridicată: plăcile laminate la cald sunt procesate la temperaturi ridicate, ceea ce poate elimina unele stres intern și pot îmbunătăți duritatea materialului.
Eficiența costurilor: în comparație cu plăcile la frig la frig, plăcile cu role la cald au costuri de producție mai mici și sunt potrivite pentru producția pe scară largă.
Eficiență ridicată a producției: Mașinile de tăiere laminate la cald pot tăia rapid și eficient bobinele mari în lățimea necesară pentru a se adapta la schimbările cererii pieței.
Datorită acestor caracteristici, plăcile cu rulare la cald au fost utilizate pe scară largă în structurile de construcții, fabricarea de mașini grele și alte câmpuri.
|
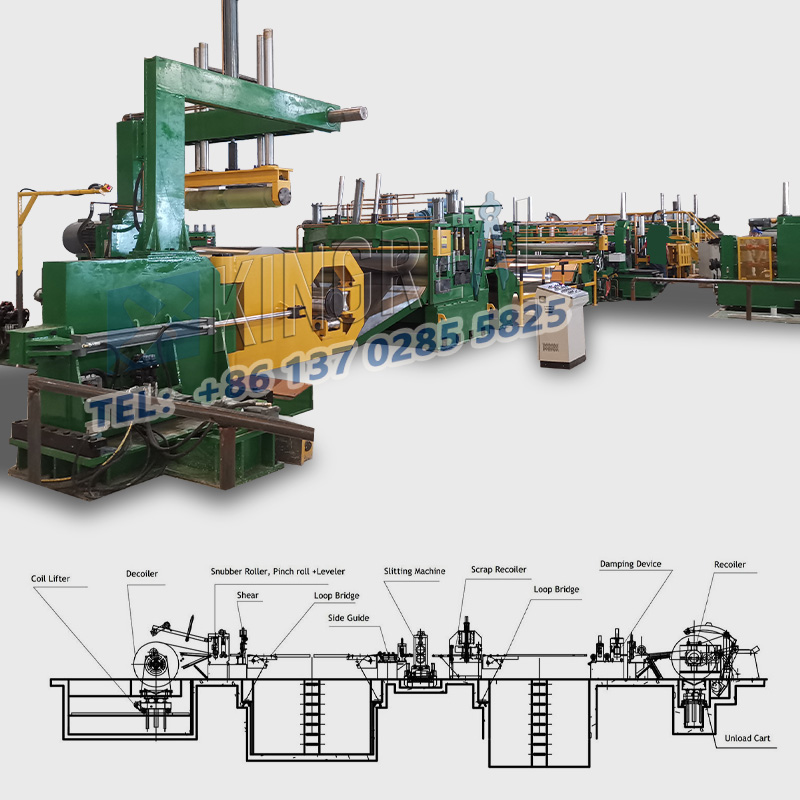
Încărcare pentrulinie de tăiere laminată fierbinte: Operatorul alimentează bobina laminată fierbinte în mandrel decoiler. Declinarea unei mașini de tăiere laminate la cald: Decoilerul își desfășoară bobina principală și alimentează oțelul în capul de tăiere. Fiting pentru linia de tăiere laminată fierbinte: la capul de tăiere, oțelul este tăiat în mai multe benzi înguste de o lamă rotativă. Inspecție pentru mașina de tăiere laminată la cald: operatorul inspectează fiecare fir pentru a se asigura că lățimea specificațiilor și starea de margine îndeplinește cerințele. Relieful de stres pentru linia de tăiere laminată la cald: șuvițele trec prin gropi inelare pentru a elimina stresul materialului după tăierea și asigurarea derulării fără îndoire. Combinarea și ambalajele: pachetul și împachetați fiecare catena în conformitate cu cerințele clienților. |
 |
Model
Modelul 1
Modelul 2
Modelul 3
Modelul 4
Bobină originală
Placă cu role la cald
Placă cu role la cald
Placă cu role la cald
Placă cu role la cald
Grosimea materialului
0,8mm-6.0mm
0,8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
Lățimea materialului
1600mm (max)
1800mm (max)
2000mm (max)
2200mm (max)
Greutatea bobinei
30Ton (Max)
30Ton (Max)
30Ton (Max)
30Ton (Max)
Precizia lățimii
± 0,15mm
± 0,15mm
± 0,2mm
± 0,3mm
Viteza unității
120m/min (max)
120m/min (max)
80m/min (max)
60m/min (max)
|
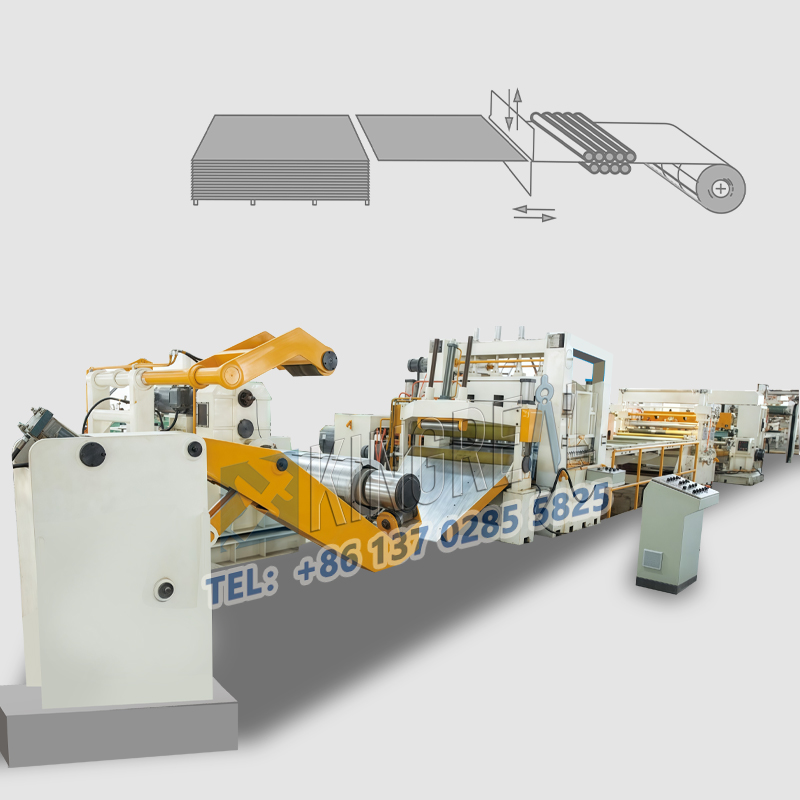
① Mașină de tăiere laminată la cald, cu o capacitate de tăiere de înaltă eficiență O caracteristică notabilă aMașină de tăiere laminată fierbinteeste că poate tăia până la 40 de benzi înguste în același timp. Această funcție satisface foarte mult nevoile clienților pentru producția pe scară largă. Odată cu accelerarea industrializării, cererea de piață pentru benzi metalice este în creștere, în special în industrii precum construcții, producția de automobile și aparatele de acasă. Capacitatea ridicată de tăiere a liniei de tăiere laminate la cald permite producătorilor să ofere un număr mare de produse calificate într -un timp scurt, îmbunătățind astfel eficiența producției și reducând costurile unitare. |
 |
|
② Mașină automată cu tăiere laminată la cald Linia de tăiere laminată la cald adoptă un design complet automatizat și este echipată cu un sistem de control avansat pentru a obține o funcționare de mare viteză. Viteza maximă de producție poate atinge 120 m/min, ceea ce înseamnă că mai multe materiale pot fi procesate pe unitatea de timp, îmbunătățind în continuare eficiența producției. Proiectarea complet automatizată nu numai că reduce nevoia de intervenție manuală, dar reduce și posibilitatea erorilor de operare umană și îmbunătățește consistența și calitatea produsului. Sistemul automat de control al liniei de tăiere la cald poate monitoriza procesul de producție în timp real și poate regla parametrii la timp pentru a răspunde nevoilor diferitelor materiale și grosimi. |
 |
|
③ Mașină de tăiere laminată fierbinte Pentru a răspunde mai bine nevoilor clienților, Kingreal Steel Slitter oferăS Soluții personalizate de linie de tăiere la cald. Conform desenelor furnizate de clienți și nevoile reale de producție, KingReal Steel Slitter este capabil să proiecteze diferite soluții de fabricație a mașinilor de tăiere la cald pentru a asigura eficiența și netezimea procesului de producție pentru clienți. Mașinile de tăiere cu slitte cu slitt cu oțel KingReal sunt împărțite în trei tipuri principale pentru a se adapta la bobine cu grosimi diferite: Mașină de tăiere a gabaritului de lumină: specializată în prelucrarea bobinelor cu o grosime de 0,2 mm până la 3 mm. Mașină de tăiere cu calibru mediu: Potrivit pentru bobine cu o grosime de 3 mm până la 6mm. Mașină de tăiere a gabaritului greu: capabilă să proceseze bobinele cu o grosime de 6 mm până la 16 mm. |
 |
The linie de tăiere laminată fierbintePoate produce îndoire laterală în timpul procesului de tăiere. Poate fi cauzat de următoarele motive:
1. îndoirea materiilor prime:
Stresul plăcii de oțel nu este eliminat complet în timpul procesului de rulare. După forfecarea longitudinală, stresul este eliberat și placa este îndoită. Când stresul din mijlocul plăcii este eliberat pe ambele părți, placa se apleacă spre exterior; Când stresul de pe ambele părți ale plăcii este eliberat la mijloc, placa se apleacă spre mijloc.
2. Îndoirea din cauza burrilor:
Burr -urile sunt mai mari datorită ajustării necorespunzătoare a golului lamei în timpul forfecării longitudinale. Când se rostogolesc, burrele de pe margine sunt echivalente cu o grosime mai mare a plăcii, ceea ce face ca marginea să se întindă și să se îndoaie.
3. îndoire din cauza unor goluri inegale între lamele superioare și inferioare:
Când golurile din stânga și din dreapta sunt mai mari, indentarea părții de forfecare este, de asemenea, mai mare, iar partea cu un decalaj mai mic decât golurile din stânga și din dreapta are o întindere mai mare, astfel încât se îndoaie.
4. îndoirea cauzată de tensiunea inegală:
La rulare, aceeași tensiune trebuie aplicată pe întreaga lățime a plăcii de oțel. Dacă tensiunea este concentrată pe o parte, va avea loc îndoirea.
5. îndoirea cauzată de mișcarea rapidă a dispozitivului de corecție a deviației:
În timpul procesării, dacă viteza corecției abaterii este prea rapidă, partea în contact cu corecția abaterii va fi parțial extinsă și îndoită.
Dacă materialul foii este îndoit după forfecarea longitudinală, acesta va afecta grav calitatea înfășurării foilor, deci trebuie eliminată. Ar trebui să se acorde atenție motivelor precum rularea foilor, reglarea echipamentelor și metoda de funcționare.