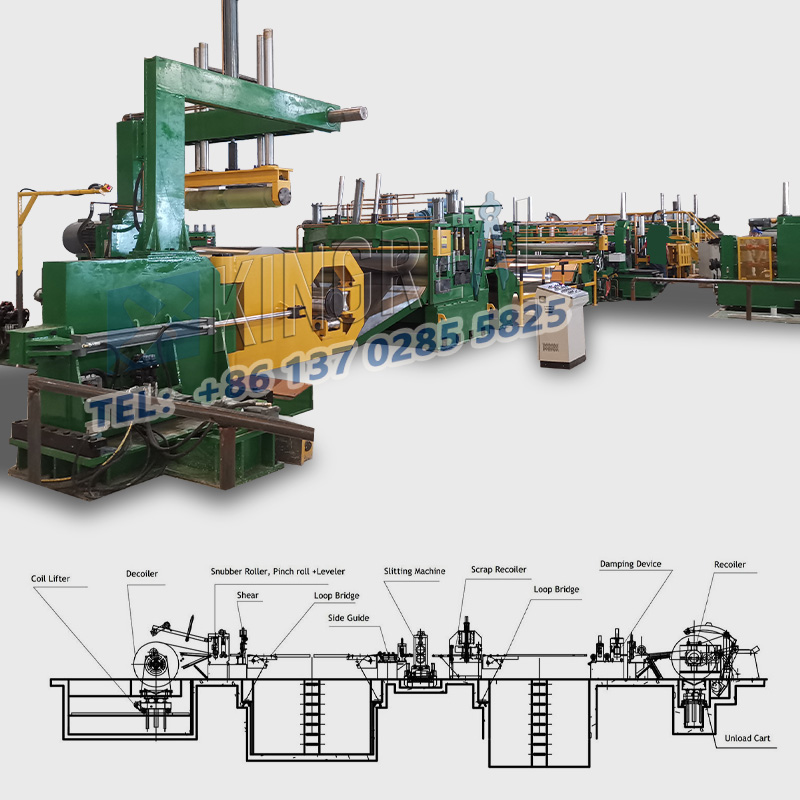
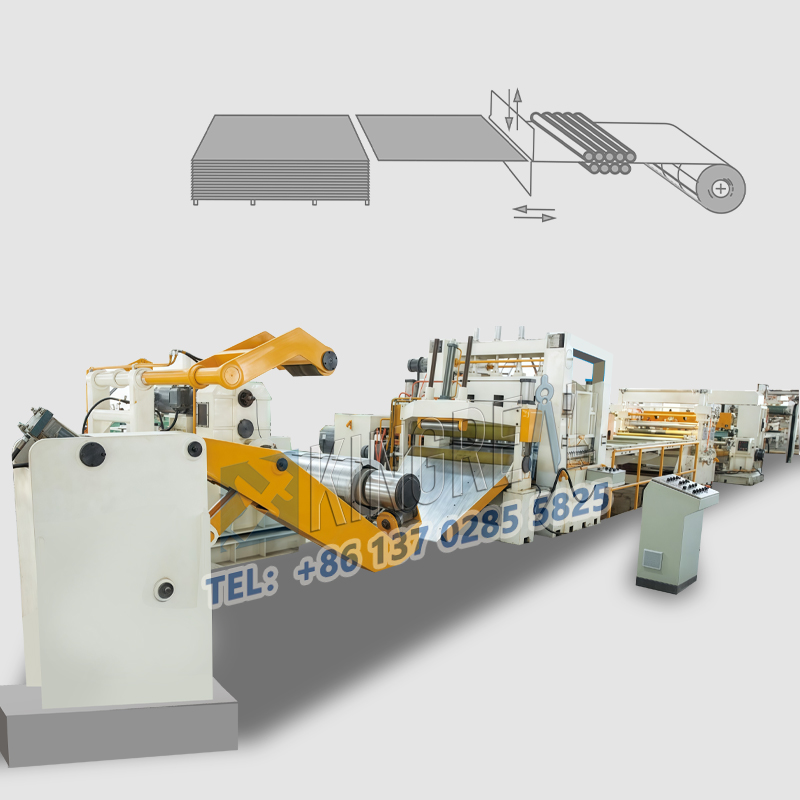
(I) CalibrareaTăiați cu ecartament greu până la linia de lungimeComponentele de bază
Precizie cu role de alimentare:
Verificați în mod regulat paralelismul suprafeței rolei, eroarea trebuie controlată în ≤0.05mm/m și utilizați un ecartament pentru a măsura decalajul dintre suprafața rolei și suprafața plăcii. Dacă uzura depășește 0,1 mm, trebuie să fie măcinată sau înlocuită; Utilizați un interferometru laser pentru a calibra codificatorul servo, iar precizia de poziționare a alimentației trebuie să fie ≤+0,1 mm în timpul tăierii de mare viteză.
Calibrarea lamei de foarfecă:
Paralelismul lamelor superioare și inferioare trebuie menținut la 0,02-0,05 mm, care poate fi detectat prin manometru și indicator de apelare: decalajul dintre lame este ajustat în funcție de grosimea plăcii, de exemplu, decalajul dintre plăcile subțiri (≤2mm) este de 0,01-0,03 mm, iar golul dintre plăci medii și groase (2-6mm) este 0,03-0.08mm;
Eroarea de verticalitate a lamei este ≤0.03mm/100mm. Dacă depășește toleranța, verticalitatea suportului instrumentului trebuie să fie ajustată de Shim.
(Ii) Întreținerea zilnică a gabaritului greu tăiat la mașina de lungime
Sistem de ungere pentru tăierea gabaritului greu până la linia de lungime: verificați nivelul uleiului cutiei de viteze în fiecare săptămână, controlați temperatura uleiului din sistemul de presiune a undelor la 40-60 ℃ și aplicați un lichid de tăiere special cu o vâscozitate de 32-46cst la șina de ghidare în fiecare zi.
Sistem electric pentru gabaritul greu tăiat la mașina de lungime: ștergeți codificatorul, rigla de grătare și alți senzori cu alcool în fiecare sfert și înlocuiți peria de carbon cu motor atunci când este purtat mai mult de 1/3; Piese de fixare: verificați regulat TOrque-ul suportului sculei și al mecanismului de alimentare, de exemplu, cuplul șurubului M12 trebuie menținut la 80-100N · m.

(I) Potrivirea vitezei de tăiere și a vitezei de alimentare
Viteza plăcilor din diferite materiale și grosimi trebuie ajustate în consecință: plăci de oțel cu frig la rece (0,5-3 mm) Viteza de tăiere 30-80m/min, viteză de alimentare 25-70m/min, trebuie să fie pornit sistemul de răcire în timpul tăierii de mare viteză; Plăci din oțel inoxidabil (1-5mm) Viteza de tăiere 15-40m/min, viteza de alimentare 10-35m/min, iar lama trebuie să fie acoperită cu acoperire de staniu; Plăci din aliaj de aluminiu (0,8-4 mm) Viteza de tăiere 40-100m/min, se folosește viteza de alimentare 35-90m/min, se folosește ungere de lichid de tăiere a pulverizării.
(Ii) Unghiul lamei și forța de presare unghiul lamei: unghiul de forfecare (unghiul superior și inferior al lamei) este reglat în funcție de caracteristicile plăcii, 5-8 "pentru plăci subțiri, 8-12" pentru plăci medii și groase, 12-15 "pentru materialele dure, cum ar fi oțelul de înaltă rezistență; unghiul din spate (unghiul de înclinare din spate trebuie să fie înconjurător în timp ce se află în general. Reglat în funcție de grosimea plăcii, 2-3KN pentru placă de 1 mm, 2-3KN pentru placa de 3 mm 5-7KN, monitorizare în timp real prin senzor de presiune, presiune insuficientă poate provoca cu ușurință deformarea plăcilor.

(I) Standarde de acceptare pentru bobine/plăci
Flatness: îndoirea laterală a plăcii de oțel ≤1mm/m, ondularea ≤3mm/2m, trebuie să fie nivelată în afara toleranței înainte de tăiere:
Abaterea durității: diferența de duritate a plăcilor în același lot ≤15Hb, inspecție aleatorie cu tester de duritate Rockwell, duritatea neuniformă va duce la o uzură inconsistentă a lamei.
(Ii) Pretratarea necompletată
Curățarea suprafeței: îndepărtați petele de ulei și scala de oxid (poate fi ștersă cu acetonă sau lustruită mecanic), impuritățile reziduale vor agrava uzura lamei; Tensiunea de dezlegare a bobinei: Reglați în funcție de grosime, tensiune placă de 0,5 mm 50-80N/mm, placă de 2 mm 150-200N/mm, tensiune insuficientă poate provoca cu ușurință alunecarea de alimentare.

(I) Puncte de antrenament pre-job pentruTăiați cu ecartament greu până la linia de lungime
Practică de setare a parametrilor: Învață să înțelegi regulile de potrivire a „vitezei-presiune” a diferitelor materiale, de exemplu, la tăierea oțelului inoxidabil de 3 mm, golul lamei 0,05mm, apăsarea forței 6KN; Învățați să utilizați sisteme automate de setare a instrumentelor, cum ar fi instrumente de setare a instrumentelor laser, precizie de setare a instrumentelor ≤0.02mm.
Abilitatea anormală de judecată pentru gabaritul greu tăiat până la lungimea mașinii: opriți imediat tăierea gabaritului până la linia de lungime pentru a verifica marginea lamei atunci când auziți un zgomot anormal, cum ar fi coliziunea lamei; Când burr -ul de pe suprafața tăiată depășește 0,1 mm, judecați dacă este vorba de uzură lame sau de un decalaj prea mare.
(ii) Standardizarea procesului de funcționare pentru tăierea gabaritului greu la mașina de lungime
Preîncălzire de pornire: rulați gol timp de 10-15 minute pentru a face fluctuația temperaturii a aceluiași sistem de service ≤2 ℃ și pentru a atinge stabilitatea termică;
Prima piesă Trei inspecții: După tăierea primei piese, utilizați un etrier Vernier cu o precizie de 0,02 mm pentru a măsura dimensiunea, un indicator de cadran pentru a detecta planeitatea și a verifica vizual burrele.

(i) Mijloace de detectare online pentruTăiați cu ecartament greu până la linia de lungime
Senzorul fotoelectric monitorizează lungimea de alimentare în timp real și alarmează automat atunci când abaterea depășește ± 0,3 mm: termometrul cu infraroșu monitorizează temperatura lamei și începe răcirea în apă sau răcirea aerului răcire forțată atunci când depășește 120 ℃ c.
(ii) Standard de eșantionare offline pentru mașina tăiată cu ecartament greu
Dimensiunea lungimii: eroare admisibilă Când ≤1000mm ± 0,5mm, utilizați un etrier vernier pentru a verifica aleatoriu 1 bucată pentru fiecare 50 de bucăți; Abatere diagonală: 1000mmx1000mm placă abatere admisibilă ≤1mm, utilizați o bandă de oțel cu o riglă pătrată pentru a verifica aleatoriu 5% din fiecare lot: înălțime de burr: placă subțire ≤0.05mm, utilizați un microscop (mărire de 50 de ori) pentru a verifica primele și ultimele bucăți ale fiecărei schimbări: tăierea verticalării suprafeței: verificarea de la randamentul de fiecare dată ≤0.5.
(Iii) Soluții la probleme comune de calitate pentru calibrul greu tăiat la linia de lungime
Dimensiune în afara toleranței: Dacă role de alimentare alunecă, reglați tensiunea sau înlocuiți rola uzată; Dacă codificatorul servo -motor nu reușește, utilizați un osciloscop pentru a detecta semnalul pulsului și a înlocui piesele deteriorate.
Tăierea suprafeței de suprafață depășește standardul: Când raza de margine a lamei este> 0,03mm, trebuie să fie re-legată la ≤0.01mm; Citiți decalajul lamei la valoarea standard.

Temperatura și umiditatea atelierului: temperatura este controlată la 15-30 ℃, umiditate ≤60% RH, evitați ruginirea plăcii din cauza mediului umed;
Măsuri anti-seismice: turnarea betonului cu o grosime de ≥300mm pentru fundația echipamentului, departe de surse de vibrații, cum ar fi presele de pumn (accelerație de vibrație ≤0,5g); Inlocarea de siguranță: timpul de răspuns al butonului de oprire de urgență ≤0,5 secunde,CĂTRE GAUGE GAUGE TAT LA LENGHTSe oprește automat atunci când protecția este pornită.