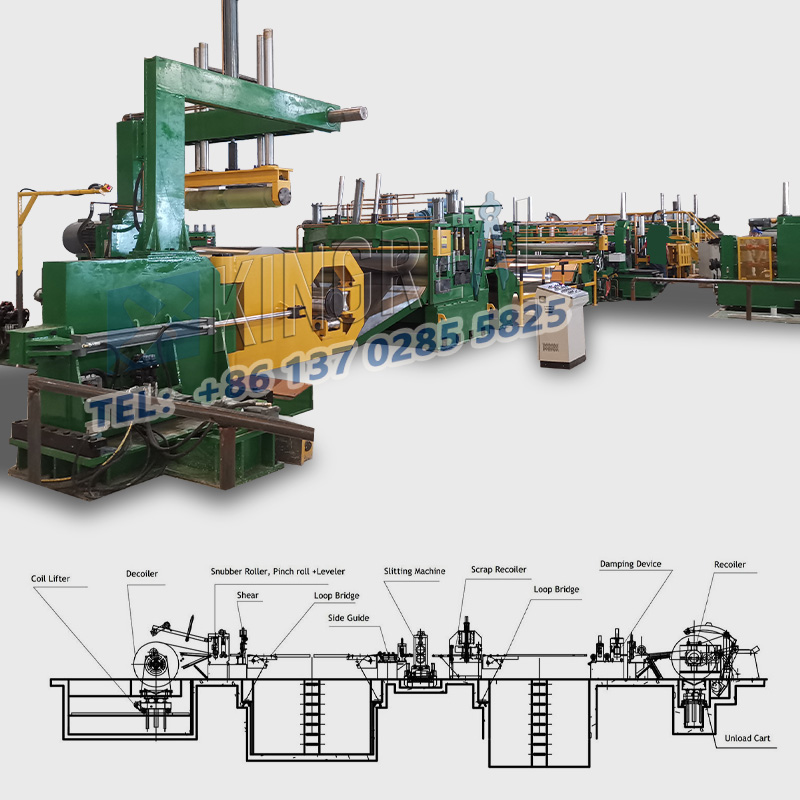
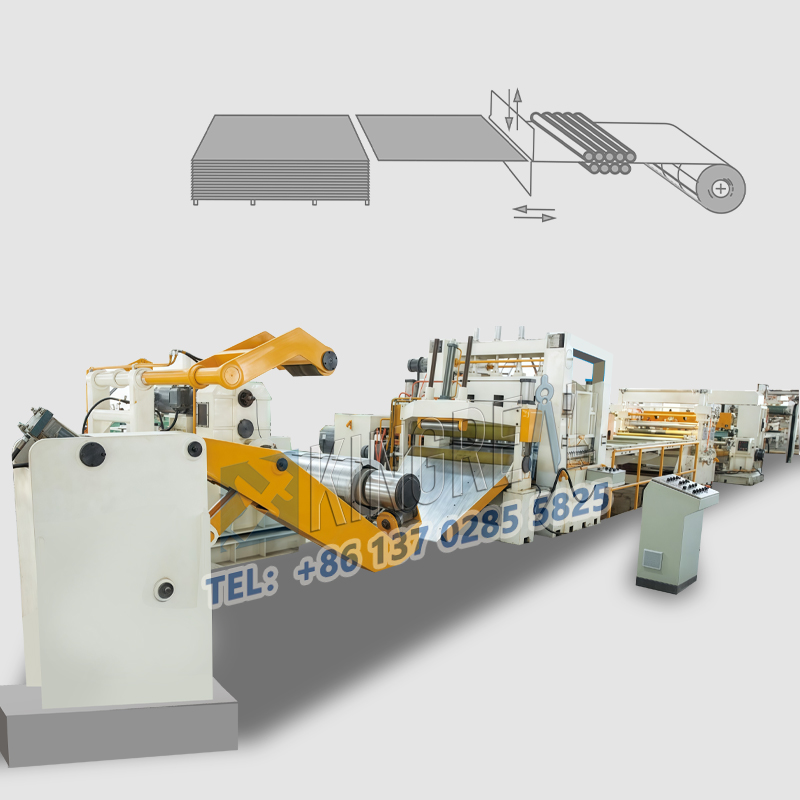
Oțel inoxidabil tăiat la liniile de lungimesunt utilizate pe scară largă în industria de prelucrare a metalelor pentru forfecarea de precizie a diferitelor bobine metalice, inclusiv oțel, oțel inoxidabil, aluminiu, fier, frigele, cu role la cald și PPGI.
În ciuda performanței lor excelente în producție, tăierea din oțel inoxidabil la mașini de lungime poate încă să se confrunte abaterea de tăiere în timpul funcționării.
Acest articol va aprofunda abaterea de tăiere a problemelor în tăierea oțelului inoxidabil până la liniile de lungime din trei perspective: structura mecanică, programul de control și parametrii și compatibilitatea materialelor și procesului.

(1) uzura componentelor de acționare
ÎnOțel inoxidabil tăiat la mașini de lungime, uzura componentelor de acționare este o cauză comună a abaterii de tăiere.
Angrenajele, pinioanele și alte componente de acționare care sunt în funcțiune de mult timp se pot uza, ceea ce duce la o precizie redusă a hrănirii și, în consecință, la dimensiuni de tăiere afectate.
Simptomele oțelului inoxidabil tăiat la o lungime a liniei: de exemplu, la o fabrică de piese auto, angrenajele de antrenare ale unei mașini de oțel inoxidabil au avut o uzură de 30%. Când tăierea continuă a plăcilor de oțel grosime de 5 mm, fluctuația dimensională a atins 0,3 mm, depășind intervalul acceptabil de ± 0,2 mm.
Soluție: Pentru a rezolva această problemă, se recomandă inspecția periodică a componentelor de unitate. Dacă uzura dinților de viteză depășește 15% sau alungirea lanțului depășește 2%, acestea ar trebui înlocuite prompt.
Simultan, raportul de transmisie trebuie calibrat pentru a restabili precizia de transmisie mecanică. Această măsură poate îmbunătăți semnificativ stabilitatea și precizia reducerii.
(2) Cleara feroviară a deținătorului de instrumente
Clearance -ul crescut între deținătorul de instrumente și calea ferată de ghidare este, de asemenea, un factor semnificativ care contribuie la tăierea abaterii. De -a lungul timpului, ghidul de deținător de instrumente se poartă din cauza mișcării reciproce prelungite, iar această autorizație poate crește, afectând stabilitatea deținătorului de instrumente.
Simptomele oțelului inoxidabil tăiat până la eșecul liniei de lungime: în circumstanțe normale, clearance -ul dintre deținătorul de instrumente și șina de ghidare trebuie să fie mai mică de 0,05 mm. Clearance -ul excesiv poate determina deținătorul de instrumente să se învârtă în timpul tăierii, ceea ce duce la fluctuații ale dimensiunii tapei.
Soluție: Utilizați un gabarit pentru a verifica garda. Dacă depășește valoarea standard, reglați inserția de șină de ghidare sau înlocuiți glisorul de șină de ghid deteriorat. O fabrică de hardware a redus abaterea de tăiere de la 0,25 mm la 0,08 mm după această ajustare, demonstrând eficacitatea acestei ajustări.
(1) Erori logice ale programului
Înoțel inoxidabil tăiat la mașina de lungimeOperații, erorile logice ale programului PLC sunt, de asemenea, o cauză comună a tăierii abaterii. Momentul dezordonat al instrucțiunilor de alimentare și tăiere din program poate declanșa tăiere înainte ca materialul să fie complet alimentat, ceea ce duce la scăderea.
Manifestări ale tăierii oțelului inoxidabil la defecțiunea liniei de lungime: de exemplu, în unele cazuri, tăierea începe înainte ca materialul să fie complet alimentat, ceea ce afectează direct precizia tăierii.
Soluție: Se recomandă utilizarea diagnosticului programului pentru a monitoriza starea punctului I/O și a reorganiza logica „feed-detect-tăiat”. În plus, adăugați instrucțiuni de verificare a întârzierii pentru a asigura exactitatea secvenței de acțiune. Această optimizare va îmbunătăți semnificativ stabilitatea de funcționare a mașinii tăiate din oțel inoxidabil.
(2) Setări de parametri inexacți
Setările parametrilor inexacți sunt, de asemenea, un factor semnificativ care afectează precizia de tăiere a oțelului inoxidabil tăiat la liniile de lungime. Parametrii incorecte a lungimii de alimentare sau viteza de tăiere și de alimentare nepotrivită pot duce la abateri cumulate.
Simptomele tăierii oțelului inoxidabil până la lungimea mașinii: de exemplu, dacă lungimea de alimentare este setată la 100 mm, dar lungimea reală de alimentare este de 99,5 mm, funcționarea pe termen lung va duce la o abatere dimensională semnificativă.
Soluție: recalibrează numărul pulsului de alimentare (numărul de impulsuri pe milimetru) și reglați viteza de tăiere pe baza grosimii și materialului plăcii. Pentru plăci groase, se recomandă setarea vitezei de tăiere la cel mult 30 de ori/minut, în timp ce pentru plăci subțiri, poate ajunge la 60 de ori/minut.
După corectarea parametrilor, o instalație de procesare a oțelului inoxidabil a obținut o abatere cumulată mai mică de 0,1 mm pentru o placă de 10 metri lungime, demonstrând importanța corectării parametrilor.
(1) Stresul plăcii neuniforme
Când tăiați plăcile din oțel inoxidabil, tensiunea neuniformă poate provoca arcuri după tăiere, afectând stabilitatea dimensională finală.
Simptomele tăierii oțelului inoxidabil până la eșecul liniei de lungime: de exemplu, rata de arc de placă cu role la rece poate fi de până la 1-2%, ceea ce poate provoca contracție dimensională după tăiere.
Soluție: Se recomandă efectuarea de relief de stres pe tablă, cum ar fi nivelarea sau îmbătrânirea sau compensarea pentru arc de arhiv în program (setarea unei valori de compensare de 0,1-0,3 mm în funcție de material). După compensare, o fabrică de foi cu rotiți la rece a obținut o abatere a dimensiunii de tăiere de ≤0.1mm, asigurând precizia tăierii.
(2) Fluctuația tensiunii de alimentare
Stabilitatea tensiunii furajelor afectează direct precizia tăierii. Dacă tensiunea rolei de alimentare este instabilă, tabla poate aluneca sau rid în timpul hrănirii, ceea ce duce la dimensiuni de tăiere necontrolate.
Simptomele tăierii oțelului inoxidabil până la eșecul liniei de lungime: Eșecul controlului tensiunii poate duce la alimentarea neuniformă, ceea ce la rândul său afectează calitatea tăierii.
Soluție: Se recomandă inspectarea sistemului de control al tensiunii. Tensionarii pneumatici necesită înlocuirea etanșării, în timp ce tensionarii hidraulici necesită calibrarea senzorului de presiune. După ajustări, o moară de benzi de oțel a redus fluctuația tensiunii de la ± 5% la ± 1%, îmbunătățind efectiv precizia tăierii.
 |
 |
 |
În funcționareaOțel inoxidabil tăiat la mașini de lungime, abaterea de tăiere este adesea cauzată de o combinație de factori. O investigație cuprinzătoare axată pe structura mecanică, programele și parametrii de control, iar compatibilitatea materialelor și a proceselor poate identifica în mod eficient problemele și poate implementa reparații vizate.
Prin menținerea în mod regulat a componentelor de transmisie, optimizarea logicii programului, ajustarea precisă a parametrilor și adaptarea la caracteristicile materialelor, producătorii pot minimiza abaterile de tăiere și pot satisface cerințele stricte de precizie de tăiere a industriilor precum piese auto și hardware.
Doar prin îmbunătățirea continuă a fiecărui aspect al unei linii de oțel inoxidabil, poate rămâne victorios pe piața competitivă.
Sperăm că analiza și sugestiile din acest articol vor oferi strategii și soluții eficiente de depanare pentru industriile conexe.