Unul dintre cei mai importanți factori pentru garantarea calității benzilor înguste este tăierea precisă. Fie că este oțel inoxidabil, oțel, aliaj de aluminiu, cupru, PPGI, laminat la rece sau laminat la cald, păstrarea toleranțelor strânse în timpul tăierii este legată imediat de calitatea produsului, eficiența procesării în aval și satisfacția clienților. Benzile înguste pot fi respinse chiar și pentru mici diferențe de lățime a fantei, defecte ale marginilor sau modificări ale curburii materialului.
Deci, cum puteți opera corect alinie de tăiere a benzii de oțel- Curățare: curățați mașina de tăiat benzi de oțel de praf, grăsime și resturi, în special în jurul rulmenților, șinelor de ghidare și senzorilor, pentru a asigura funcționarea fără probleme și pentru a facilita detectarea problemelor.

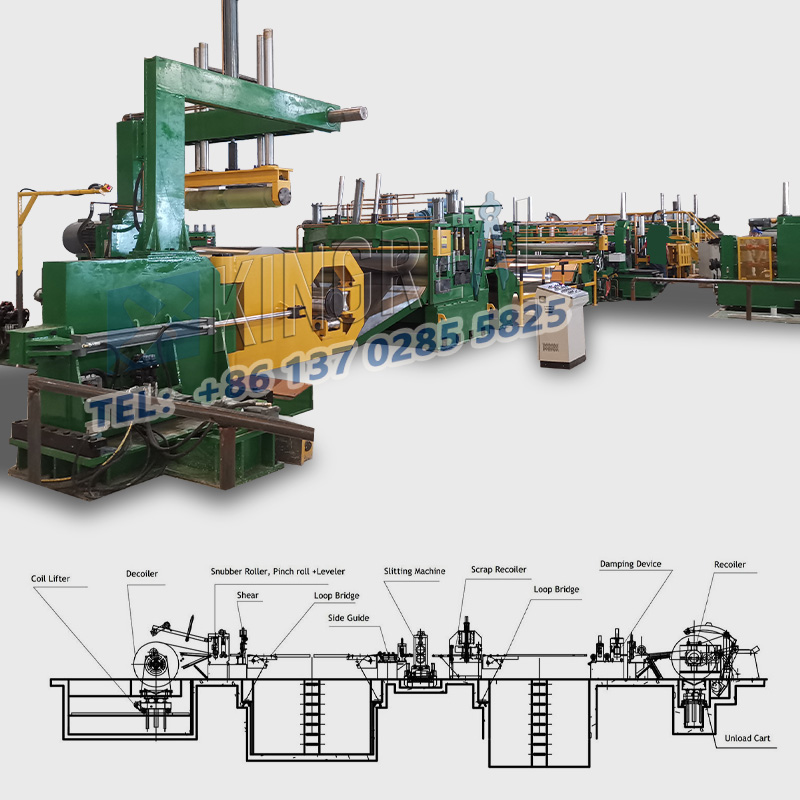
Configurarea inițială amașină de tăiat benzi de oțeleste fundamentală pentru atingerea toleranțelor de tăiere. Cinci aspecte cheie trebuie abordate înainte de pornire:
-Verificarea programului: Dacă mașina de tăiat benzi de oțel este programabilă, confirmați că programul corect este încărcat și că parametri precum curba de tensiune și viteza de tăiere îndeplinesc cerințele de operare pentru a evita erorile de parametri care ar putea afecta toleranțele.
-Selectarea și instalarea miezului magnetic: selectați un miez magnetic circular, drept, cu un diametru interior care se potrivește cu arborele mașinii de tăiat benzi de oțel. Asigurați-vă că este instalat în siguranță pentru a preveni alunecarea sau deformarea. Greșelile de concentricitate a miezului pot ajunge la deschiderea de tăiere, compromițând astfel calitatea marginilor și acuratețea lățimii.
-Poziționarea sculei: Reglați cu precizie poziția sculei pentru a determina lățimea de tăiere în conformitate cu specificațiile comenzii, folosind un contor de calibrare sau un cititor digital verificat pentru linia de tăiere a benzii de oțel. Verificați înainte de pornire pentru a vă asigura că unealta este blocată pe loc pentru a preveni deplasarea și cauzarea deviației.
- Ghidajul rolei: Reglați poziția inițială a ghidajului pentru a centra rola înainte de a intra în zona de tăiere pentru a preveni tensiunea neuniformă și abaterea de tăiere, asigurând stabilitatea dimensională.
-Verificarea programului: Dacă mașina de tăiat benzi de oțel este programabilă, confirmați că programul corect este încărcat și că parametri precum curba de tensiune și viteza de tăiere îndeplinesc cerințele de operare pentru a evita erorile de parametri care ar putea afecta toleranțele.
 |
 |
Tensiunea stabilă este esențială pentru toleranțele de tăiere și necesită management în patru domenii cheie:
-Consecvența tensiunii: Mențineți tensiunea uniformă pe tot parcursulmașină de tăiat benzi de oțelproces, de la derulare, tăiere, până la rebobinare. Modificările lățimii materialului, întinderea, ondularea marginilor, înclinarea și toleranțele sunt toate grav afectate de modificarea tensiunii.
-Control zone: liniile moderne de tăiere a benzilor de oțel au zone independente de tensiune pentru desfășurare, tăiere și rebobinare. Celulele de sarcină și regulatoarele de tensiune trebuie calibrate în mod regulat.
-Tensiunea trebuie stabilită pe baza caracteristicilor materialului: prea scăzută poate duce la alunecare și urmărire slabă; prea mare poate întinde materialul, provocând deformarea marginilor.
-Rebobinare: Pentru materialele compresibile se aplica o tensiune mai mare la miez, care scade treptat pe masura ce diametrul rolei creste pentru a asigura o rola stabila fara intindere. Conicitatea necorespunzătoare poate cauza deteriorarea marginilor, înfășurarea neuniformă și poate compromite consistența lățimii.
-Cunoașterea materialului: Materiale diferite necesită strategii diferite de întindere. Cunoașterea modulului elastic și a limitei de curgere a materialului este esențială, astfel încât să poată fi concepută o schemă de tensiune adecvată pentru a evita deteriorarea materialului sau încălcările toleranței.
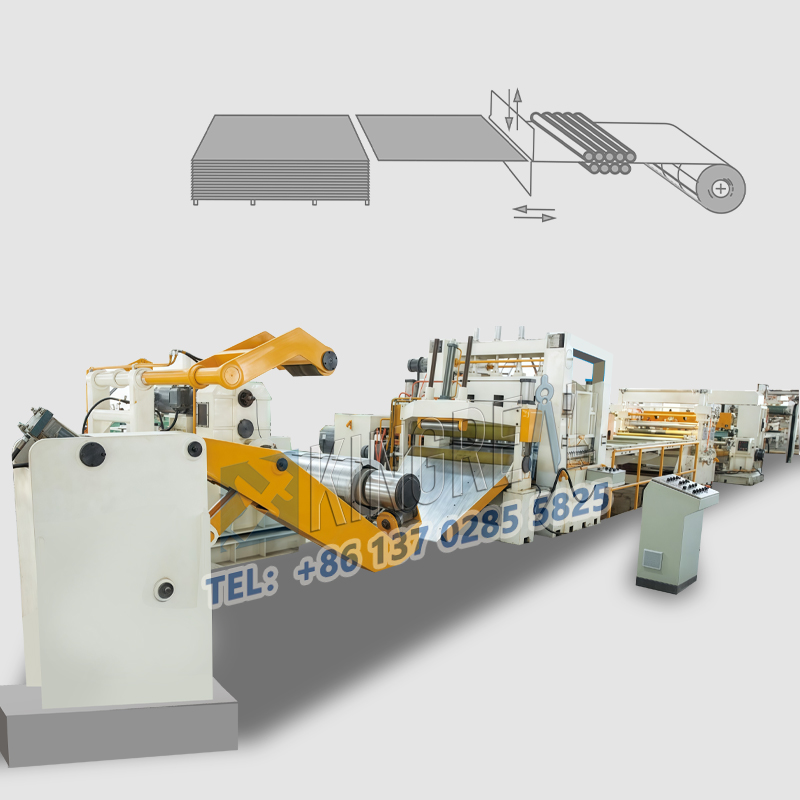
Setările sculei determină calitatea tăierii și acuratețea dimensională, concentrându-se pe patru aspecte cheie:
-Ascuțirea sculei: un instrument plictisitor poate strânge sau rupe materialul, creând bavuri și încălcând toleranțele. Pentru a menține muchiile ascuțite, trebuie stabilit un program de ascuțire/înlocuire a sculei bazat pe caracteristicile de uzură ale materialului și pe ciclul de procesare.
-Tipul de unealtă și metoda de tăiere: Selectați uneltele pe baza cerințelor de material și tăiere. Alegeți între forfecare cu muște (continuu de mare viteză), forfecare rotativă (de înaltă precizie) sau forfecare fixă (loturi mici intermitente) în funcție de nevoile clientului pentru a asigura toleranțe.
-Optimizarea unghiului: Pentru mașinile de tăiat benzi de oțel tip brici, reglați unghiul lamei în funcție de material pentru a echilibra calitatea tăierii cu uzura sculei. Reglați fin spațiul și suprapunerea dintre lamele superioare și inferioare pentru liniile de tăiere a benzilor de oțel de tip forfecare (consultați tabelul producătorului și luați în considerare calitățile materialelor). Spațiul sau suprapunerea necorespunzătoare poate cauza bavuri și margini aspre.
-Stabilitatea operațională: Asigurați-vă cămașină de tăiat benzi de oțelCăruciorul lamei lui este paralel cu axa lamei și acea deplasare radială a lamei rotative este redusă la minimum pentru a evita semnele de „câlcâit” și calitatea instabilă a marginilor.
 |
 |
Manipularea standardizată a materialelor poate preveni variațiile de toleranță induse de material. Concentrați-vă pe patru domenii cheie:
-Integritatea articulațiilor: Utilizați îmbinări puternice, uniform groase pentru a evita ruperea articulațiilor sau grosimea excesivă care poate cauza blocarea echipamentului, fluctuații de tensiune și deteriorarea marginii tăiate.
- Ghidarea marginilor: Ghidajele active ale benzii sunt utilizate pentru a se asigura că banda este centrată în zona de tăiere, prevenind abaterea benzii care rezultă în lățimea neuniformă și calitatea slabă a marginii benzii exterioare.
-Manipularea rolelor: Folosiți macarale și palanuri pentru a încărca și descărca role. Evitați impacturile sau căderile care ar putea deteriora miezul și pot afecta concentricitatealinie de tăiere a benzii de oțelinstalare. Manevrați rolele finite cu atenție pentru a preveni deteriorarea și deformarea marginilor.
- Gestionarea reziduurilor: Păstrați curată zona de tăiere și îndepărtați resturile cu promptitudine pentru a preveni deformarea pânzei, interferența cu tăietorul sau blocarea în rolă, afectând calitatea și toleranțele.
Întreținerea asigură stabilitatealinie de tăiere a benzii de oțelprecizia de funcționare și toleranță prin concentrarea pe cinci domenii cheie:
- Întreținere preventivă: Verificați alinierea componentelor, rulmenții, tensiunea curelei, uzura angrenajului și sistemele pneumatice/hidraulice conform programului producătorului și soluționați cu promptitudine potențialele probleme.
-Gestionarea lubrifierii: Lubrifiați în funcție de timpul, cantitatea și tipul specificate pentru a evita supra-ungerea (disiparea slabă a căldurii) sau sub-ungerea (frecare mare) care poate cauza uzura și vibrația componentelor.
-Inspecția uzurii componentelor: inspectați regulat componentele cheie, cum ar fi rulmenții, arborii și angrenajele și înlocuiți prompt orice componente foarte uzate pentru a preveni vibrațiile, alunecarea și alinierea greșită să afecteze toleranțele.
-Calibrare și întreținere: calibrați în mod regulat senzorii de tensiune, celulele de sarcină și sistemele de poziționare digitală pentru a preveni erorile de măsurare cauzate de instrumentele necalibrate, care pot afecta setările parametrilor.
- Curățare: curățați mașina de tăiat benzi de oțel de praf, grăsime și resturi, în special în jurul rulmenților, șinelor de ghidare și senzorilor, pentru a asigura funcționarea fără probleme și pentru a facilita detectarea problemelor.