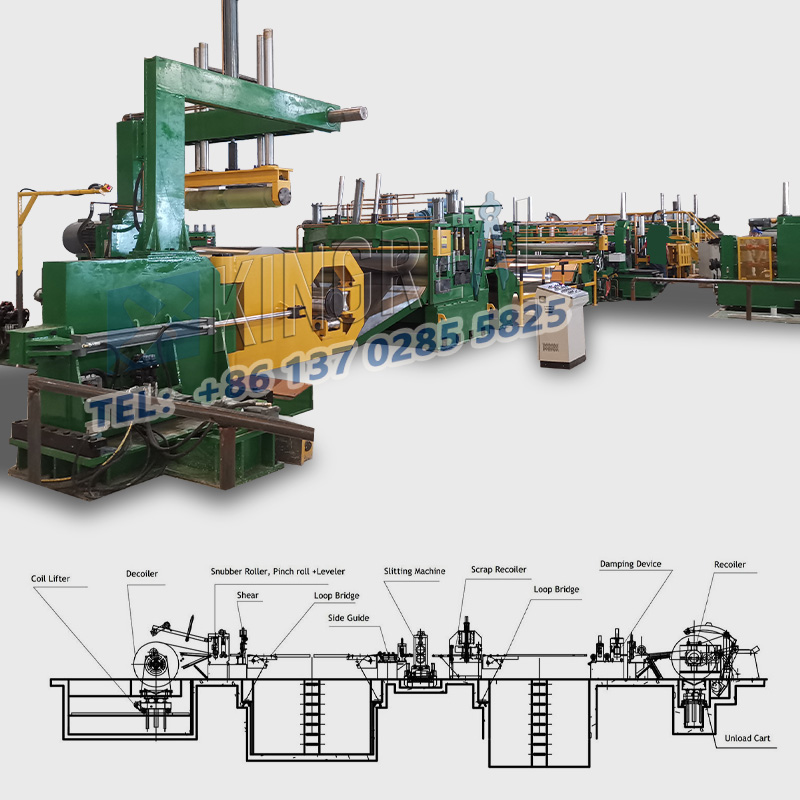
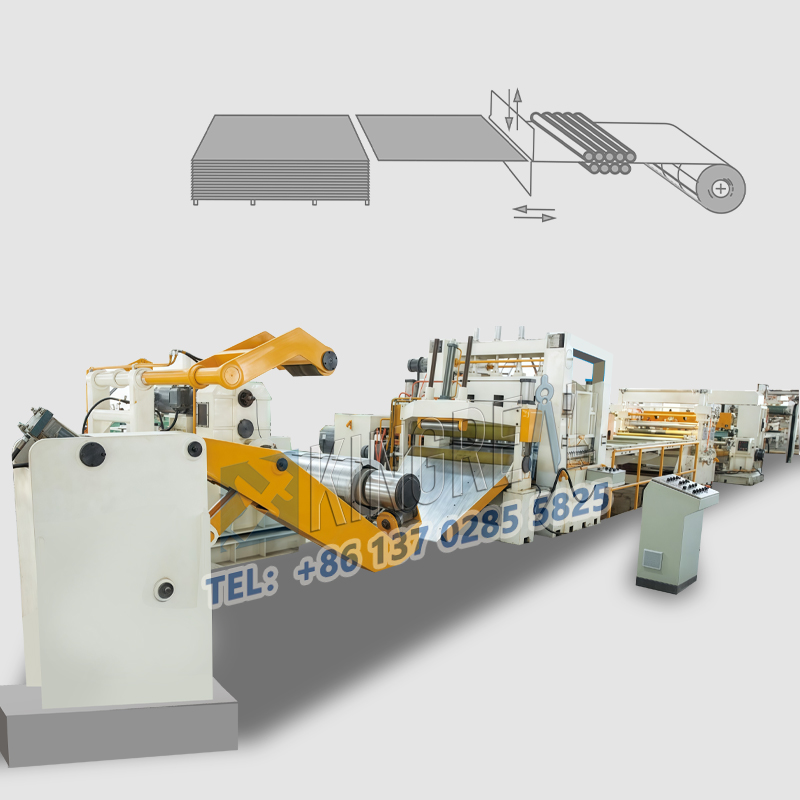
Mașini de tăiat metalsunt utilizate pe scară largă în industria de prelucrare a metalelor, în primul rând pentru tăierea rolelor mari de material metalic în mai multe benzi înguste. Cu toate acestea, în timpul funcționării efective, liniile de tăiere a metalelor pot prezenta diverse anomalii, ceea ce duce la o eficiență redusă de procesare sau la risipa de material. Acest articol de la KINGREAL STEEL SLITTER va aborda mai multe probleme operaționale comune cu mașinile de tăiat metal și va oferi soluții corespunzătoare pentru a ajuta utilizatorii să-și utilizeze mai bine liniile de tăiat metal.
1.1 Colapsul bobinei
După tăiere, când bobina de oțel este scoasă din bobină, aceasta se prăbușește adesea și devine ovală. Motivul principal pentru acest fenomen este tensiunea insuficientă în timpul procesului de înfășurare sau prezența uleiului antirugină pe suprafața benzii de oțel, prevenind o frecare suficientă între straturi. Pentru a rezolva această problemă, pot fi luate următoarele măsuri:
1.1.1 Asigurați-vă că în timpul procesului de înfășurare este aplicată o tensiune suficientă pentru a preveni deformarea bobinei.
1.1.2 Inspectați regulat suprafața benzii de oțel pentru a vă asigura că este curată și fără ulei, asigurând astfel o bună frecare între straturi.
1.2 Margini neuniforme ale bobinei de oțel
Marginile neuniforme ale bobinei de oțel sunt cauzate în principal de următorii factori:
1.2.1 Tensiune slabă: Tensiunea slabă la începutul înfășurării și tensiunea puternică la sfârșitul înfășurării duc la înfășurare neuniformă. Pentru a evita acest lucru, tensiunea trebuie crescută la începutul înfășurării și scăzută la sfârșit.
1.2.2 Distribuția neuniformă a tensiunii: Dacă banda de oțel nu este tăiată drept la marginea anterioară sau clemele mușcă marginea anterioară a benzii de oțel în timpul tăierii, aceasta va duce la o distribuție neuniformă a tensiunii. Înainte de utilizare, asigurați-vă că banda de tăiere este strâns atașată de suprafața bobinei pentru a asigura o tensiune uniformă.
1.2.3 Oscilația în groapa buclei: Dacă banda de oțel oscilează dintr-o parte în alta în groapa buclei, iar rolele mici de ghidare nu sunt fixate corect, poate provoca modificări ale unghiului plăcii de tensiune, rezultând înfășurarea neuniformă. Pentru a reduce oscilația, se poate folosi un covor sau pâslă după groapa buclei pentru a intra în contact cu suprafața benzii de oțel, iar rolele mici de ghidare trebuie fixate.
1.2.4 Generarea bavurilor: Pentru benzile înguste de oțel, bavurile mari sau bavurile inconsistente pe ambele părți în timpul tăierii pot duce la înfășurare neuniformă. Se recomandă răsturnarea benzii de oțel cu bavurile orientate în sus în groapa buclei, astfel încât bavurile să fie orientate în jos, prevenind eficient această problemă.
După tăiere, banda de oțel poate prezenta deformații, cum ar fi îndoirea laterală. Motivele sunt destul de complexe:
2.1 Gap neuniform de forfecare:
Pe amașină de tăiat metal, punctele de referință inexacte pe umărul arborelui tăietor, jocul axial excesiv al lagărului arborelui tăietor sau erori ale distanțierului sau ale grosimii acestuia pot duce la goluri de forfecare neuniforme, ducând la deformare. Inspectarea și calibrarea regulată a liniei de tăiere a metalului pentru a asigura funcționarea normală a acesteia poate preveni eficient această situație.
2.2 Variația grosimii materialului:
Diferența de grosime dintre părțile de mijloc și de margine ale materialului lat este o problemă comună, în special în materialele laminate. Datorită diferențelor de precizie și tehnici de reglare a liniei de tăiere a metalelor, variațiile de grosime ale materialelor de la diferiți producători variază, de asemenea. Se recomandă efectuarea testelor de grosime înainte de procesare și ajustarea în funcție de diferența reală de grosime.
2.3 Îndoirea materialului de bază:
Tensiunea internă generată în materialul de bază în timpul rulării se numește tensiuni reziduale potențiale. Pierderea echilibrului tensiunilor după tăierea longitudinală poate duce la îndoirea benzilor de oțel. Prin urmare, selectarea materiilor prime de înaltă calitate și optimizarea procesului de laminare sunt soluții importante.
2.4 Bavuri sau margini inconsistente:
Dacă grosimea plăcii este mai mare pe partea cu bavuri mai mari în timpul bobinei, aceasta va duce la un diametru mai mare a bobinei și va forma o îndoire în formă de trompetă. Pentru a rezolva acest lucru, o hârtie de grosimea adecvată poate fi introdusă pe cealaltă parte sau poate fi adoptat un proces de tăiere.
2.5 Margini ondulate ale benzii:
În timpul procesului de bobinare, prezența bavurilor poate duce la creșterea grosimii la marginea benzii de oțel, ducând la alungirea marginii. În timpul funcționării mașinii de tăiat metal, spațiul orizontal trebuie mărit pentru a reduce presiunea laterală. În plus, utilizarea lamelor potrivite pentru materialul tăiat și reducerea uzurii lamei ajută, de asemenea, la rezolvarea acestei probleme.
3.1 Prins de lame
Când tăiați o bandă de oțel îngustă, dacă placa de presiune în formă de deget nu umple complet golul dintre cele două lame exterioare, banda de oțel poate fi prinsă de cele două lame exterioare, rezultând cute. O strategie eficientă pentru a preveni această problemă este să umpleți golul dintre lamele exterioare cu o placă plată de presiune și să vă asigurați că kerosenul este aplicat în mod regulat pe lame pentru a reduce frecarea.
3.2 Încrețirea fălcilor tamburului de înfășurare
La mașinile de tăiat metal, dacă banda de oțel nu se potrivește strâns pe tamburul de înfășurare în timpul primei treceri de înfășurare, pot apărea cute în timpul înfășurării ulterioare. Pentru a evita acest lucru, fălcile tamburului de înfășurare trebuie verificate în mod regulat și trebuie să se asigure că banda de oțel este atașată ferm și strâns de tambur la începutul înfășurării.
4.1 Urme ale lamei cauzate de plăcile de presiune
Dacă înălțimea plăcii de presiune nu este în concordanță cu placa de ghidare, poate cauza o presiune excesivă asupra benzii de oțel, rezultând urme de lame. Prin urmare, înălțimea plăcii de presiune trebuie verificată și reglată în mod regulat pentru a se asigura că este în concordanță cu înălțimea plăcii de ghidare.
4.2 Vibrația plăcii de presiune a lamei
Când placa de presiune a lamei vibrează în sus și în jos, poate provoca, de asemenea, urme ale lamei. Aceste semne ale lamei sunt de obicei intermitente, iar principalele motive includ îndoirea axului, spațiul excesiv între lamă și ax și sinterizarea resturilor metalice de pe cealaltă parte a lamei. Verificarea stării axului și păstrarea lamelor curate pot reduce în mod eficient apariția urmelor lamei.
Linii de tăiere a metalelorinevitabil întâmpină diverse probleme în timpul utilizării zilnice, dar multe probleme pot fi evitate sau atenuate prin inspecție și întreținere meticuloasă. Înțelegerea și stăpânirea problemelor comune și soluțiile acestora pentru mașinile de tăiat metal poate ajuta utilizatorii să optimizeze procesele de producție și să îmbunătățească eficiența muncii. KINGREAL STEEL SLITTER speră că sugestiile de mai sus vă vor oferi o referință valoroasă în utilizarea liniei de tăiere a metalului și vă vor asigura funcționarea continuă și eficientă. Dacă aveți întrebări, nu ezitați să contactați KINGREAL STEEL SLITTER!