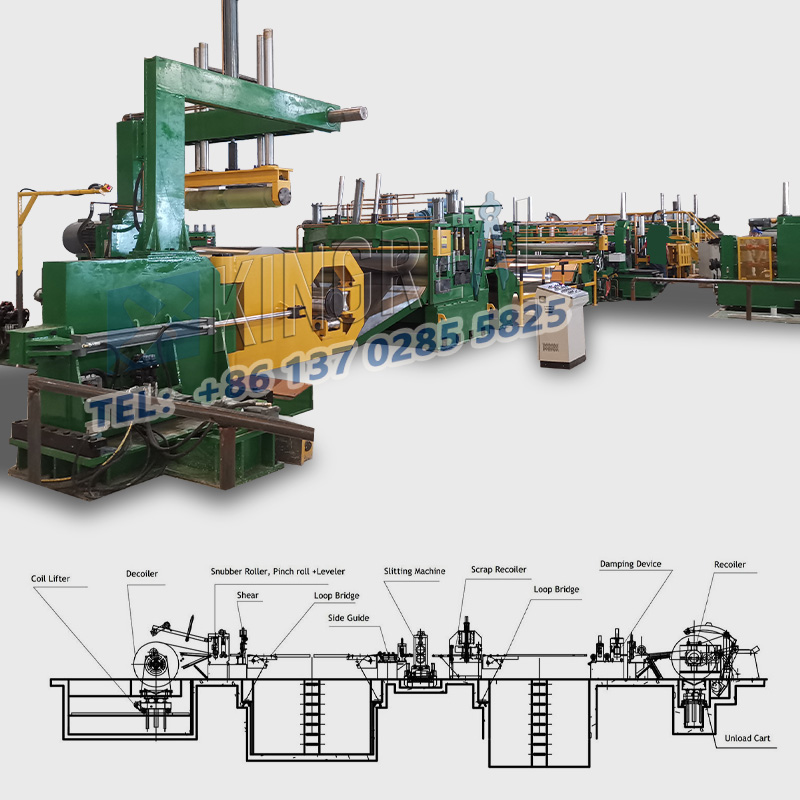
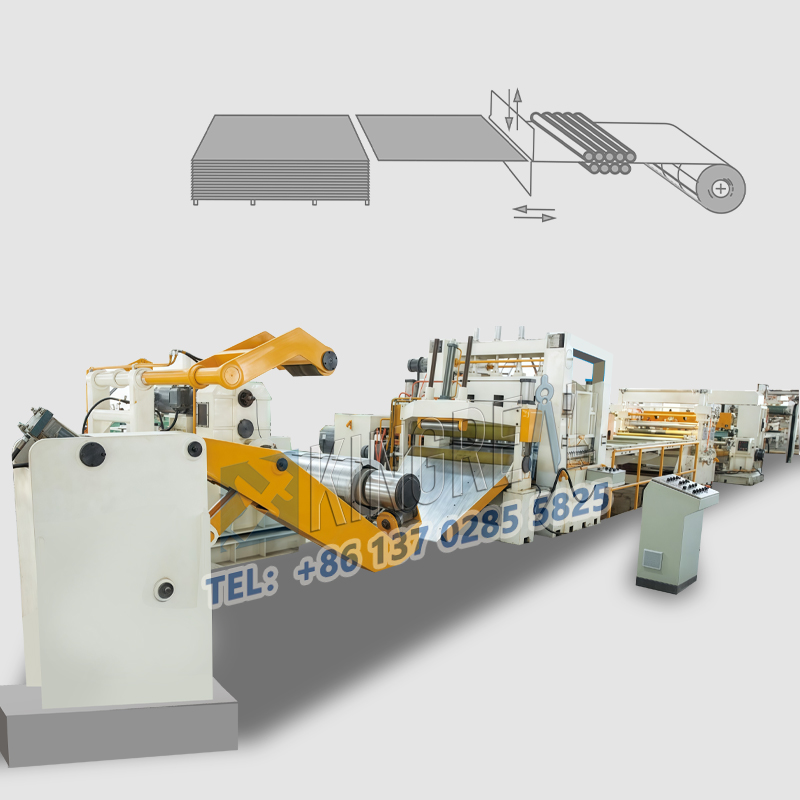
Mașină de tăiat bobină de forfecare longitudinalăeste utilizat în principal în utilizarea tablei de oțel siliconic, bobine de aluminiu, bobine galvanizate, oțel inoxidabil, oțel carbon simplu și alte bobine și benzi de material din tablă de-a lungul lungimii tăierii într-un număr de benzi mici. Mașină de tăiat metal cu forfecare longitudinală într-o anumită măsură, cunoscută și sub numele de forfecare longitudinală, mașină de tăiat, forfecare laminare, forfecare disc, mașină de tăiat.

Descrierea funcției: Mașina de tăiat și de tăiat oțel este utilizată pentru a tăia foi de oțel siliconic, bobine de aluminiu, bobine galvanizate, oțel inoxidabil, oțel carbon simplu și alte foi de bobine în mai multe benzi mici de-a lungul direcției lungimii. Mașina de tăiat cu forfecare longitudinală constă din arbori de cuțit superior și inferior și structură de ridicare fixă, sincronizată. Placa este turnată, tratament de îmbătrânire, prelucrare de precizie mașină de alezat. Arborele de tăiere superior și inferior sunt prelucrați fin prin multe procese, cum ar fi strunjirea, tratarea de înaltă frecvență, șlefuirea, cromarea și apoi șlefuirea.
Deci, care sunt factorii care afectează dimensiunea de tăiere în timpul funcționării mașinii de tăiere?
1. În procesul de operare al echipamentului mașinii de tăiere, dacă există o problemă de oscilație transversală a sculei, atunci aceasta va duce la generarea de dimensiuni slabe, cum ar fi oscilația transversală a sculei și diametrul exterior al sculei dimensiunea este diferită și slabă. Deoarece valoarea oscilației transversale a sculei nu poate fi zero. Motivul este eroarea de precizie a grosimii sculei, diametrul interior, lățimea manșonului distanțier etc. și deformarea produsă de solicitarea laterală în timpul forfecării plăcilor groase.
2. În timpul producției echipamentului mașinii de tăiat oțel, a existat o problemă de deformare transversală a plăcii de oțel, care a dus la dimensiuni slabe de lățime. Acest lucru se datorează faptului că măsurarea produsului tăiat în starea deformare transversală este mai mare decât valoarea de setare a frezei.
3. Datorită operațiunii de producție a echipamentului mașinii de tăiat, există o anumită eroare de potrivire în setul de distanțiere și cuțite. Eroarea cumulativă devine mai mare atunci când numărul de bucăți este mai mare atunci când cuțitul este potrivit. Acest lucru se datorează setării slabe a toleranței superioare. Este important de știut că lățimea produsului tăiat de mașina de tăiat este întotdeauna puțin mai mică decât dimensiunile laterale ale produsului a cuțitului.
Prin urmare, este necesar să anticipăm în prealabil amploarea acestei diferențe. La aceasta se face referire atunci când se determină dimensiunile părții de produs a distanțierului de timp al cuțitului. Se ține cont și de metoda de forfecare utilizată. În comparație, dacă echipamentul mașinii de tăiere adoptă forfecarea de tip tragere dreaptă, atunci tensiunea bobinei de oțel este crescută, deformarea transversală va dispărea, iar dimensiunea va scădea și diferența.