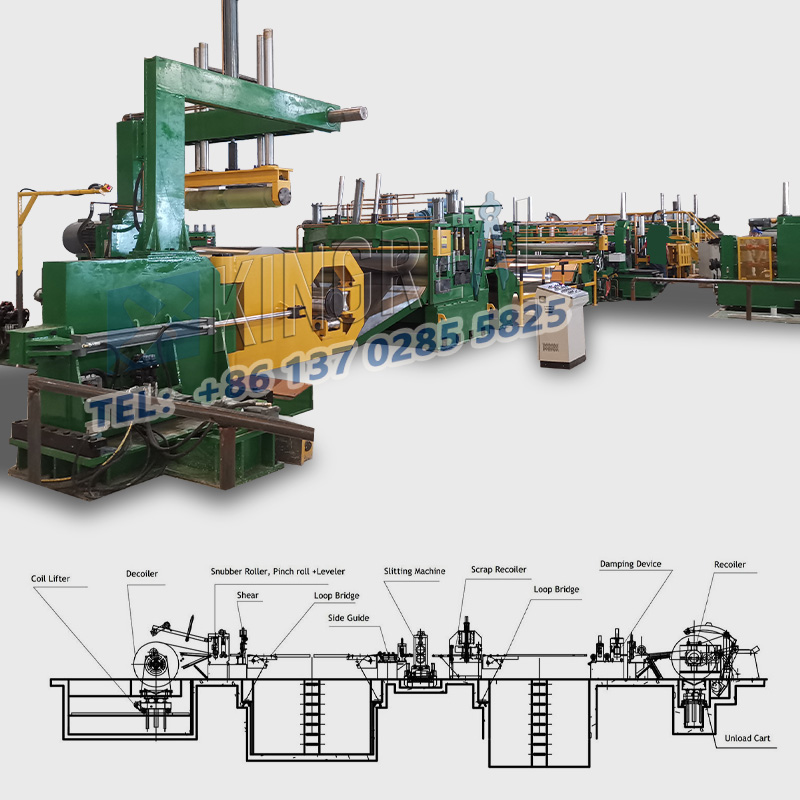
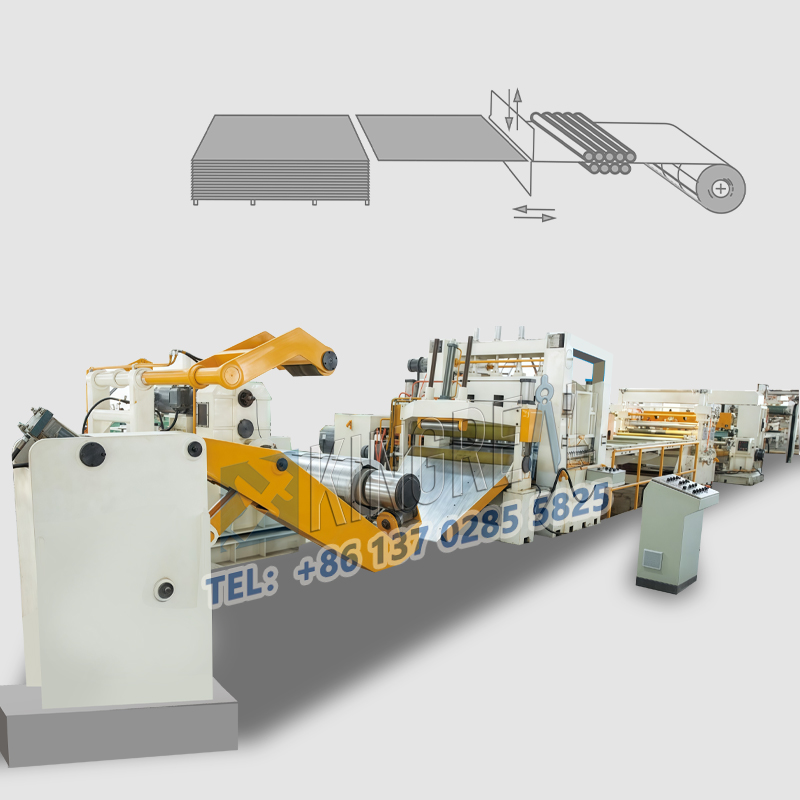
În domeniul prelucrării bobinelor metalice,mașini de tăiat benzi de oțelsunt utilizate pentru tăierea longitudinală a bobinelor metalice, cum ar fi oțel inoxidabil, aluminiu, oțel carbon și oțel siliconic. Precizia dimensională a benzilor înguste, netezimea tăieturii și prezența sau absența bavurilor sau cambra sunt toate direct determinate de spațiul dintre lamele superioare și inferioare ale liniei de tăiere a benzii de oțel.
În producția zilnică, ori de câte ori se modifică grosimea bobinei care este prelucrată sau se utilizează materiale diferite cu duritate variabilă, operatorul trebuie să ajusteze simultan jocul lamei mașinii de tăiat benzi de oțel.
Un spațiu adecvat al lamei permite liniei de tăiere a benzilor de oțel să taie benzi înguste de înaltă precizie, cu tăieturi netede, fără bavuri și straturi uniforme de secțiune transversală; Valorile incorecte ale spațiului liber vor duce la numeroase defecte de producție, cum ar fi curbarea marginilor, ciobirea lamei, îndoirea benzilor și acumularea de bavuri pe margine. Acest articol, KINGREAL STEEL SLITTER, va combina experiența practică cu standardele parametrilor de degajare pentru a explica pe deplin logica de reglare, metodele practice și specificațiile de setare a parametrilor pentru jocul lamei mașinilor de tăiat benzi de oțel.

Relația dintre clearance-ul lamei și precizia benzii la mașinile de tăiat benzi de oțel
Spațiul liber al lamei unei mașini de tăiat benzi de oțel se referă la golul radial rămas atunci când seturile superioare și inferioare de lame de forfecare circulare se îmbină. Această valoare nu este o constantă fixă, ci se modifică dinamic cu cele două variabile de bază ale grosimii și durității materialului prelucrat. Acești doi factori determină în mod direct calitatea tăieriilinie de tăiere a benzii de oțel.
1. Grosimea materialului
Când grosimea materialului bobinei prelucrat se modifică, jocul lamei mașinii de tăiat benzi de oțel trebuie ajustat în consecință. Dacă linia de tăiere a benzilor de oțel procesează benzi metalice groase, spațiul lamei trebuie mărit în mod corespunzător; Un spațiu prea mic va face ca lamele superioare și inferioare să strângă forțat materialul din tablă, crescând instantaneu sarcina pe corpul lamei, ceea ce poate duce cu ușurință la ruperea lamei și la deformarea arborelui tăietorului, scurtând semnificativ durata de viață a frezelor și axului mașinii de tăiat benzi de oțel.
În schimb, atunci când linia de tăiere a benzilor de oțel trece la prelucrarea materialelor subțiri, spațiul lamei trebuie redus. Dacă spațiul liber este prea mare, materialul din tablă nu poate fi tăiat complet de lame, marginile materialului vor fi rupte în timpul procesului de forfecare și un număr mare de bavuri vor apărea pe ambele părți ale benzii finite. În cazuri severe, întreaga bandă îngustă va avea o cambra, depășind toleranțele dimensionale și nereușind să îndeplinească cerințele proceselor de ștanțare, îndoire și formare din aval.
Pentru benzi metalice extrem de subțiri cu o grosime mai mică de 0,1 mm, distanța teoretică a lamei unei mașini de tăiat metal se apropie de zero, bazându-se pe micro-interblocarea lamelor pentru a obține o tăiere de precizie.
2. Duritatea materialului și rezistența la tracțiune
Diferitele metale prezintă diferențe semnificative de rezistență la tracțiune și duritate, rezultând în intervale complet diferite de spații ale lamei, potrivite pentru mașinile de tăiat benzi de oțel. Materialele de înaltă duritate, cu rezistență ridicată la tracțiune, cum ar fi oțelul carbon gros, oțelul inoxidabil și oțelul siliconic, au structuri moleculare dense și o rezistență mai mare la forfecare, necesitând spații mai mari ale lamei în liniile de tăiere a benzilor de oțel. Materialele moi, cu rezistență scăzută, cum ar fi aluminiul pur și foile subțiri de aluminiu, au plasticitate ridicată și rezistență scăzută la forfecare, permițând spații mai mici ale lamelor în mașinile de tăiat benzi de oțel.
Principiul fizic al tăierii metalului nu este tăierea pură, ci mai degrabă forfecarea parțială și ruperea la tracțiune a materialului tablei sub presiunea lamei. Materialele cu duritate mai mare au o proporție mai mare de fractură din plastic, necesitând goluri mai mari pentru a obține o secțiune transversală netedă. Aluminiul moale prezintă o deformare plastică mare; golurile excesive pot cauza extrudarea materialului, descuamarea și defecte de ondulare.
Metoda standard de ajustare pentru distanța lamei liniei de tăiere a benzii de oțel
În prezent, majoritatea mainstream-uluimașini de tăiat benzi de oțelpe piață se bazează pe lamele de precizie pentru a obține un control precis al distanței lamei. Prin adăugarea sau îndepărtarea lamelor și bucșilor de diferite grosimi, spațiul radial dintre lamele arborelui tăietor superior și inferior este controlat cu precizie. Procesul complet de ajustare constă din patru operațiuni de bază:
(1) Potrivirea lamei cu golul de bază
Înainte de tăierea formală, confirmați mai întâi materialul și grosimea rolei, selectați valoarea de bază a spațiului în conformitate cu tabelul cu parametrii golului și apoi selectați lamele de precizie cu grosimea corespunzătoare pentru asamblarea pe ambele părți ale arborelui tăietor și ale lamelor liniei de tăiere a benzii de oțel. Grosimea plăcuței exact potrivită asigură că lamele mașinii de tăiat benzi de oțel sunt angajate uniform, prevenind extrudarea unilaterală, ciobirea și ondularea marginilor în timpul procesului de forfecare. Acest lucru reduce semnificativ uzura lamei și prelungește durata de viață a întregului set de freze.
(2) Măcinarea și corectarea concentricității lamei
Dacă linia de tăiere a benzilor de oțel este utilizată la intensitate ridicată pentru o perioadă lungă de timp și lamele sunt lovite pe o parte, concentricitatea lamei va deveni dezechilibrată. Chiar dacă specificațiile lamei sunt corecte, distanța lamei va fluctua în timpul funcționării. Acest tip de defecțiune nu poate fi reglat folosind lamele. Întregul set de lame trebuie să fie dezasamblat de pe arborele tăietor al mașinii de tăiat benzi de oțel, trimis la o polizor profesionist pentru re-șlefuire și șlefuire externă, corectând concentricitatea lamei și apoi reinstalat pe linia de tăiere a benzii de oțel înainte de a reajusta spațiul de lame.
(3) Corectarea arborilor de tăiere dezechilibrat
Arborele de tăiere superior și inferior al mașinii de tăiat benzi de oțel sunt supuse unor impacturi de forfecare pe o perioadă lungă de timp, ceea ce duce la o ușoară îndoire și uzură neuniformă a suprafeței. În timpul rotației arborelui, spațiul lamei se schimbă periodic, rezultând bavuri pe o parte a benzii finite și o tăietură lină pe cealaltă. Pentru a rezolva acest lucru, mașina trebuie oprită, ansamblul arborelui tăietor al liniei de tăiere a benzilor de oțel dezasamblat, zonele uzate de pe corpul arborelui soltate și corectate și echilibrul dinamic al arborelui tăietor calibrat pentru a elimina fluctuațiile de gol cauzate de rotație.
(4) Stabilizarea spațiului de forfecare cu bucșe
Lamele și bucșele separatoare sunt componente auxiliare de bază pentru reglarea spațiului din mașina de tăiat benzi de oțel. Instalate pe ambele părți ale fiecărui grup de lame de tăiere, pot separa cu precizie lamele, pot controla spațiul de tăiere dintr-un singur grup și pot menține paralelismul orizontal al lamelor superioare și inferioare. Garniturile și bucșele din oțel de înaltă rezistență asigură o rigiditate ridicată, prevenind răzuirea și ciocnirea lamelor după asamblare. Ele asigură, de asemenea, o distanță uniformă între multiplele lame de tăiere de pe întreaga linie de tăiere a benzilor de oțel, menținând precizia de tăiere constantă pe mai multe benzi.
Specificații de setare standard pentru parametrii distanței lamelor liniilor de tăiere a benzii de oțel
Referința de bază pentru setarea distanței lameimașini de tăiat benzi de oțeleste grosimea, duritatea și rezistența la tracțiune a materialului prelucrat. Tabelul de mai jos arată decalajul standard pentru diferite metale utilizate în mod obișnuit compatibile cu liniile de tăiere a benzilor de oțel:
|
Grosime |
Oţel inoxidabil |
Aluminiu |
Oţel |
Oțel carbon |
Silicon Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Reglarea decalajului lamei pe o mașină de tăiat benzi de oțel este un proces de bază pentru controlul calității produsului finit de tăiat cu bobine. Potrivirea precisă a valorii decalajului afectează direct eficiența producției, uzura sculelor și rata de calificare a produsului finit a liniei de tăiere a benzilor de oțel. În timpul funcționării zilnice a mașinii de tăiat benzi de oțel, operatorii trebuie să memoreze parametrii de decalaj corespunzători materialului și grosimii, să folosească lamele de precizie pentru reglarea corectă și să inspecteze în mod regulat lamele și arborele tăietorului pentru a reduce defecțiunile de producție, cum ar fi bavuri, așchii și abateri dimensionale.
Pentru mai multe informații desprelinie de tăiere a benzii de oțelpunerea în funcțiune, selectarea sculelor, sfaturi de prelucrare a bobinei sau pentru a personaliza mașini de tăiat benzi de oțel complet automate potrivite pentru oțel inoxidabil, oțel carbon și aluminiu, vă rugăm să contactați direct KINGREAL STEEL SLITTER!