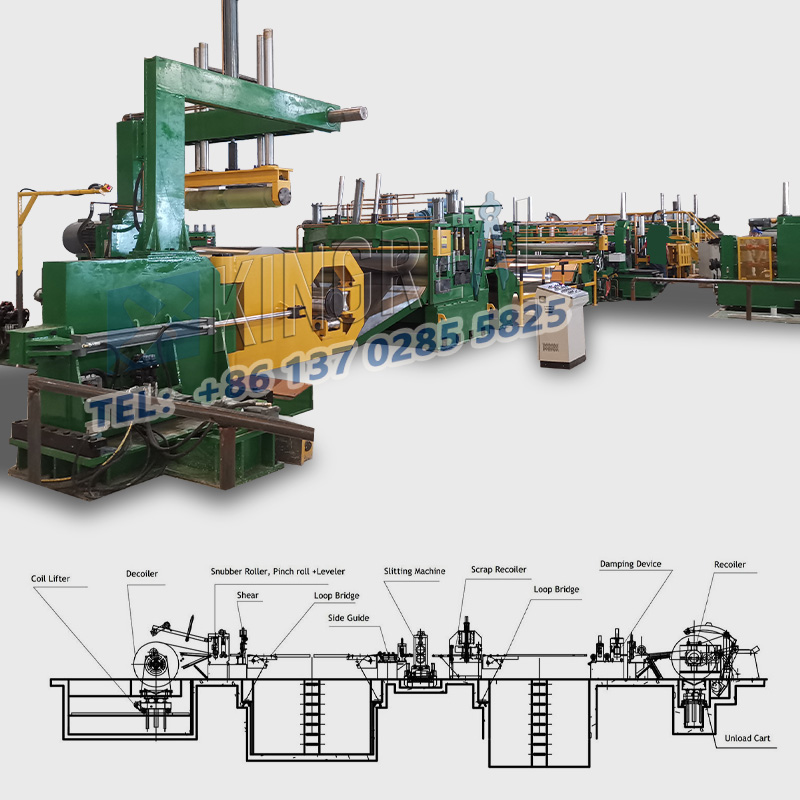
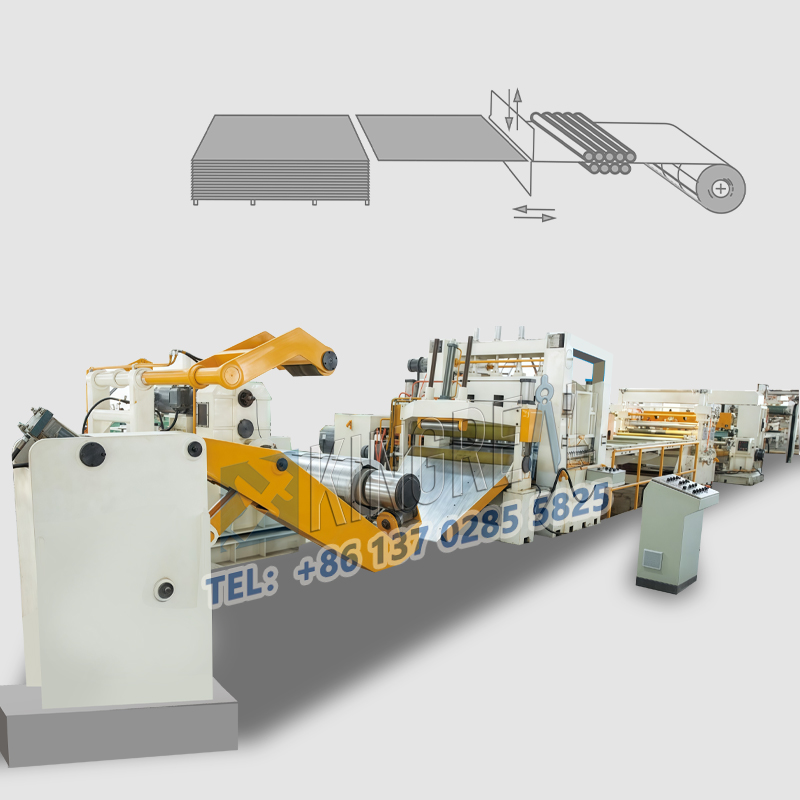
Linii de tăiere cu bobine de oțelefectuați operațiuni precum derularea, tăierea și rebobinarea rolelor largi de material pentru a produce benzi înguste cu precizie ridicată și fără bavuri. Cu toate acestea, pot apărea unele fenomene anormale în timpul funcționării mașinii de tăiat bobine de oțel, inclusiv forma anormală a înfășurării și deformarea procesării tablei. Acest articol de la KINGREAL STEEL SLITTER va oferi o explicație detaliată a modului de rezolvare a problemelor comune în liniile de tăiere a bobinelor de oțel pentru a asigura o funcționare eficientă.
1. Bobina moale
-Fenomen: Din cauza slăbirii, bobina de oțel dezvoltă o bobină moale de formă ovală odată ce este scoasă de pe arborele mașinii de bobinat.
-Soluție: Asigurați-vă că este suficientă tensiune la începutul înfășurării, apoi reduceți încet presiunea pe măsură ce volumul bobinei crește. Reglarea corectă a tensiunii poate preveni în mod eficient apariția bobinelor moi.
2. Înfășurare neuniformă
-Fenomen: Bobina de otel prezinta o forma telescopica cauzata de infasurarea incorecta.
- Cauze și soluții:
A. Tensiune insuficientă: Dacă tensiunea inițială este scăzută, dezechilibrele vor apărea în timpul finisării. Începând cu înfășurarea, se recomandă creșterea tensiunii; reduceți-l progresiv pe măsură ce volumul bobinei crește.
B. Tensiune dezechilibrată: Unghiul slab de tăiere sau nealinierea ghidajului pot produce lungimi neregulate pe fiecare parte. Asigurați-vă că mașina de rebobinat este aliniată corect pentru a minimiza posibilitatea variațiilor de tensiune; verificați setările acestuia.
C. Poziție slabă de angrenare interioară a clemei: angajarea inconsecventă provoacă modificări ale tensiunii; poziția separatorului trebuie reajustată pentru a asigura consistența.
D. Bandă de oțel care se balansează la stânga și la dreapta în buclă: Folosirea de materiale moi, cum ar fi pâsla, pentru a apăsa în jos, poate preveni în mod eficient balansarea.
E. Oprirea liniei de producție: La repornirea după o oprire, trebuie acordată atenție recuperării tensiunii pentru a menține presiunea de înfășurare stabilă.
F. Setare necorespunzătoare a lățimii separatorului: Asigurați-vă că lățimea separatorului este setată corespunzător, în general, lățimea produsului finit plus grosimea plăcii.
3. Arcul cu diametrul interior
-Fenomen: În timpul procesului de înfășurare, bobina de oțel prezintă brusc arcuire cu diametrul interior atunci când este scoasă din mașina de rebobinat.
-Cauza: Acest lucru este de obicei legat de tensiunea excesivă a înfășurării, în special atunci când se prelucrează plăci groase.
-Soluție: Reglați presiunea și asigurați o tensiune uniformă pentru a evita arcuirea diametrului interior.
1. Îndoire asemănătoare șarpelui (Sickle Bend)
-Fenomen: forfecarea face ca bobina de oțel să se îndoaie în direcția lățimii.
- Cauze și contramăsuri:
A. Probleme cu materia primă: Tensiunea reziduală din bobina de bază este eliberată după forfecare. Se recomandă efectuarea tratamentului de reducere a stresului în timpul prelucrării materialelor.
B. Probleme cu bavuri: Bavurile cauzează grosimi neuniforme ale marginilor. Mențineți uneltele ascuțite în timpul procesării pentru a evita bavurile.
C. Spațiu neuniform al lamei: Asigurați un spațiu uniform al lamei pentru a evita diferențele de întindere cauzate de goluri excesiv de mari sau mici în anumite zone.
D. Tensiunea pe o singură parte a recultorului: Mențineți tensiunea generală uniformă și reglați separatoarele și plăcile de tensionare pentru a asigura consistența.
E. Ghidajele laterale prea strânse: Reglați ghidajele laterale în mod corespunzător în timpul tăierii pentru a evita etanșeitatea excesivă.
2. Unde de margine
-Fenomen: Marginile benzii de otel se deformeaza din cauza intinderii.
- Cauze și contramăsuri:
A. Unde de margine cauzate de bavuri: Consolidați monitorizarea bavurilor și tratați-le imediat.
B. Presiune excesivă de la rola de măsurare: Reglați parametrii de presiune a rolei pentru a preveni supraîntinderea.
C. Uzura laterală a sculelor de tăiere: Pentru a garanta calitatea tăierii, verificați adesea starea sculelor de tăiere.
D. Diferența de înălțime a ghidajelor laterale: Verificați în mod regulat înălțimea sculelor de tăiere pentru a asigura consistența.
E. Uzura cilindrului de deviere înainte de recul: Măsurați regulat uzura cilindrului frontal pentru a asigura o tensiune uniformă.
3. Cutele taliei
-Fenomen: Prin cute apar pe direcția lățimii plăcii de oțel.
- Cauze și contramăsuri:
A. Cute cauzate de cuțitul de tăiere: Reglați dimensiunea inelelor de cauciuc pentru a preveni prinderea lor de uneltele de tăiere.
B. Probleme legate de forma materiei prime: Utilizați o mașină de nivelare cu trei role și efectuați verificări de calitate înainte de etapa de tăiere.
C. Probleme cu tamburul de expandare și contractare: Asigurați-vă un contact bun între banda de oțel și tambur în timpul procesului de extindere și contractare pentru a evita denivelările.
4. Semne de înfăşurare
-Fenomen: Neuniformitatea suprafeței tamburului care se extinde și se contractă al recultorului afectează calitatea înfășurării.
-Contramăsuri: Inspectați regulat suprafața tamburului de expansiune și contractare și reajustați-l sau înlocuiți-l prompt.
5. Riduri
-Fenomen: Pe suprafața plăcii de oțel apar riduri.
- Cauze și soluții:
A. Probleme cu hârtie de căptușeală: asigurați calitatea hârtiei de căptușeală și evitați suprapunerea și încrețirea.
B. Probleme cu inelele de cauciuc: Examinați în mod regulat starea inelelor de cauciuc pentru a vă asigura că nu sunt slăbite.
C. Reglarea necorespunzătoare a tensiunii: Întăriți reglarea plăcii de tensiune pentru a preveni ridurile.
La depanarelinie de tăiere a bobinei de oțeldefecțiuni, ar trebui adoptată o abordare sistematică. De obicei pot fi urmați următorii pași:
-Înregistrarea datelor: Înregistrați mediul de operare, ora și setați parametrii atunci când apare o defecțiune.
-Inspecție la fața locului: Efectuați o inspecție vizuală pentru a observa starea de funcționare a mașinii de tăiat bobine de oțel.
- Comunicați cu operatorul: Întrebați operatorul despre etapele de operare înainte de apariția defecțiunii.
-Depanare pas cu pas: verificați problemele potențiale una câte una, conform clasificării defecțiunilor de mai sus.
-Utilizarea sculelor: Folosiți instrumentele și instrumentele necesare pentru măsurare și reglare.
KINGREAL STEEL SLITTER speră că, prin acest articol, puteți face față eficient diferitelor probleme în funcționarealinie de tăiere a bobinei de oțelși asigură o producție stabilă și continuă. Întreținerea regulată și formarea profesională sunt, de asemenea, măsuri importante pentru prevenirea defecțiunilor.