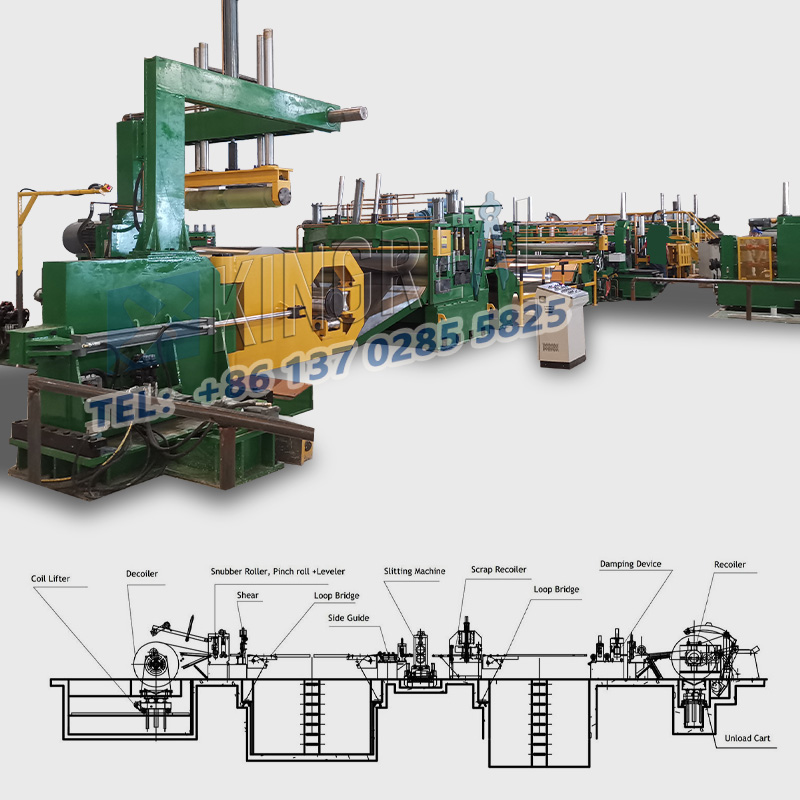
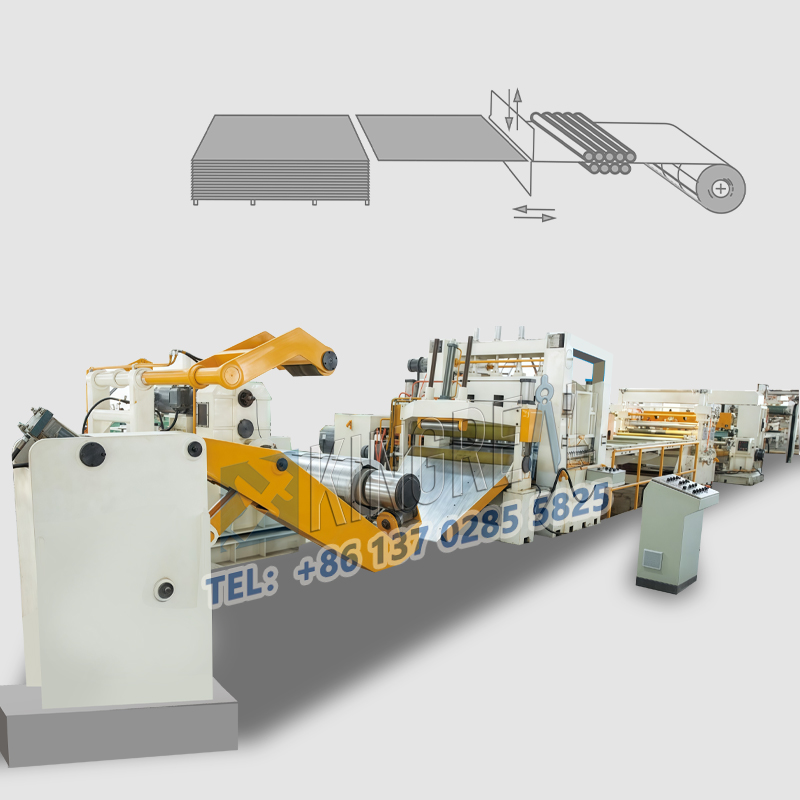
A Linia tăiată de forfecare a zboruluieste un sistem de procesare continuă format dintr -o unitate de dezlegare, un sistem de îndreptare și un mecanism de forfecare sincronizat. KingReal Steel Slitter folosește un design modular al sistemului de role, cu role de îndreptare echipate cu mecanisme independente de reglare fină. Mecanismul de forfecare zburător integrează un sistem de sincronizare a tijei de conectare a manivelei, asigurând potrivirea în timp real a vitezei lamei cu viteza benzii. Unitatea de stivuire folosește aspirație în vid și colaborează cu un braț robotizat, asigurând precizia stivuirii foilor de calitate industrială. Sistemul de control încorporează un algoritm de coordonare a mișcării cu mai multe axe pentru a elimina deformarea la tracțiune a materialelor cauzate de modificările bruște ale vitezei.
Energie de vibrație în timpul inversării de mare viteză înLinia tăiată de forfecare a zboruluieste absorbit de amortizarea hidraulică. Un decalaj de scule compensat de temperatură menține un decalaj constant de forfecare în condiții de expansiune termică. Materialul lamei este tratat cu o acoperire compozită, creând un gradient de micro-dur care îmbunătățește rezistența la tăiere abrazivă. Echipamentul KingReal Steel Slitter a fost supus testării reologice a materialelor, asigurând o tăiere constantă pentru fâșii cu puncte forte ale randamentului diferite.

| Tip de mașină | Tăiați până la lungime Mașină |
| Grosimea maximă a bobinei | 25mm |
| Lățimi maxime a bobinei | 3600mm |
| Greutatea maximă a bobinei | 20Ton |
| Lungimea tăierii principale a bobinei | 25mm |
| Tip de forfecare | Forfecare cu muște |
| Viteză de forfecare | 60m/min |
| Tăiați toleranța | ± 0,01mm |
Înainte de a începeLinia tăiată de forfecare a zborului, rotiți manual sistemul de role de îndreptare pentru a verifica blocajul. Îndepărtați acumularea de scară din golul de role și utilizați un racper nemetalic pentru a proteja placarea cromată. Reumpleți șinele de ghidare a forfecării cu grăsime specială la fiecare schimbare, controlând cantitatea de grăsime către o cantitate minimă care se scurge din gaura de preaplin. Curățați rulmenții articulației robotului de stivuire trimestrial și înlocuiți-vă cu lubrifiant rezistent la temperaturi ridicate.
Verificați lunar rularea radială aLinia tăiată de forfecare a zboruluiAnsamblul rolei de îndreptare și înlocuiți rulmenții conice, dacă nu sunt toleranță. Efectuați echilibrarea dinamică după ascuțirea lamelor de forfecare, asigurând că momentul diferenței de inerție se află într -un interval sigur. Înlocuiți filtrul de sistem hidraulic la fiecare șase luni și testați noul element de filtru pentru contaminarea particulelor. Curățați trimestrul conductelor de răcire ale dulapului electric și inspectați izolarea cablurilor pentru semne de îmbătrânire.
Curățați oglinda senzorului fotoelectric pentru contaminare și calibrați punctul zero de referință. Verificați presiunea de vid a generatorului de vid și înlocuiți ansamblul de etanșare dacă există o scurgere. Testați repetabilitatea robotului și reglați parametrii anti-backlash ale servo-motorului dacă garda de viteză depășește toleranța.